Expertly engineered cooling tower components and solutions built on a foundation of comprehensive polymer knowledge, diverse worldwide manufacturing, and superior customer service.
Cooling Tower Products & Solutions
Cooling Tower Products & Solutions
Engineered to meet the demands of today’s most challenging cooling tower applications.
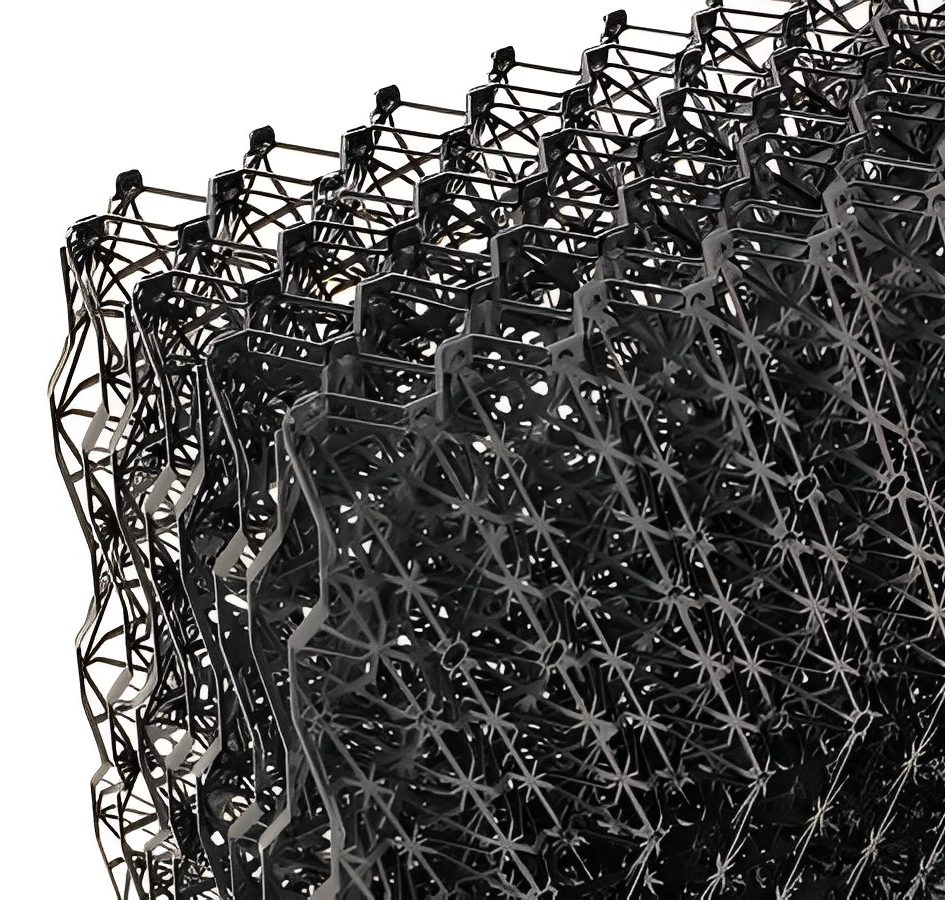
Brentwood offers the most complete line of film fills to meet any tower’s requirements, from high-efficiency, cross-fluted to fouling-resistant, vertical-fluted designs. Our dedicated research and development team continuously develops new designs that balance performance and fouling resistance.
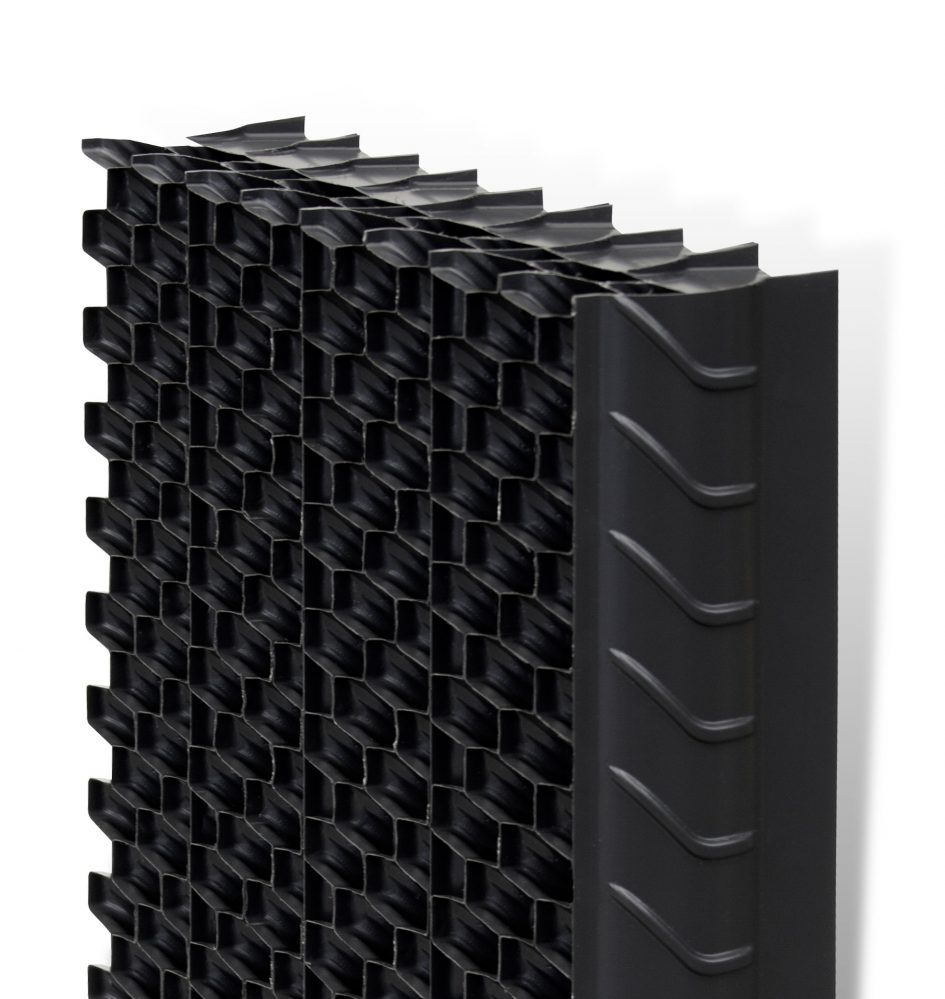
Trickle fills generate thin films of trickling water to maximize cooling in poor-water-quality applications. The advanced flute geometry of these products allows for trickling of water along the structural members to increase thermal performance.
For the dirtiest environments and most demanding applications, fills products with exceptional fouling resistance are critical to maintaining optimum cooling tower performance. Brentwood manufactures several different types of splash products with high fouling resistance, designed to accommodate your water quality and process contaminants.
Keeping process water inside the cooling tower is key to efficient operation. Brentwood offers drift eliminators for both counterflow and crossflow applications, available in both cellular and blade designs.
Inlet louvers improve air flow into the cooling tower, keep out debris, eliminate water splash-out, restrict sunlight, reduce noise, and improve tower appearance. They are available in PVC and stainless steel and are can be provided in assembled frames.
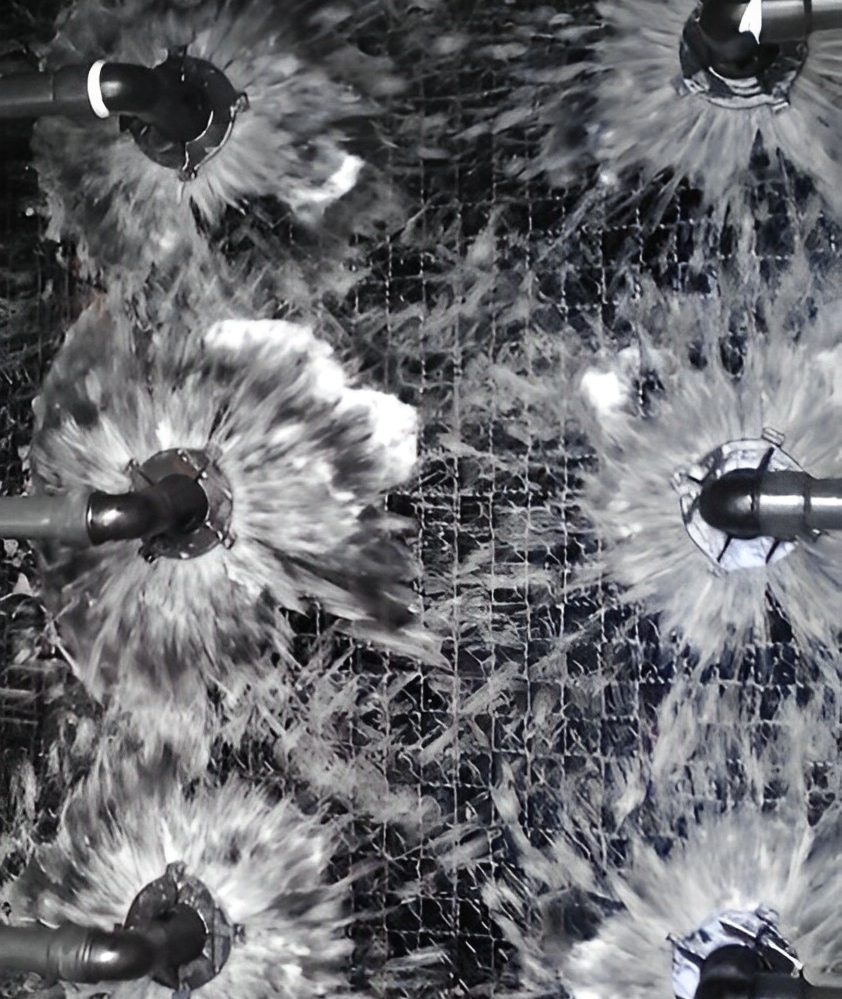
Cooling tower nozzles direct the hot water in need of cooling to the tower fill. Brentwood’s spray nozzles are located and sized in order to provide a uniform pattern of water over the fill with no gaps between their spray areas. This enables the fill to be fully wetted out and ensures high performance.
From components to ensure water stays inside the tower to AccuGrid grating for fill protection, Brentwood offers a variety of useful accessories to complement fill and drift.
We want to make your job easy when it comes to finding an installing contractor for your Brentwood products. Simply choose a market and your location using our Locator, and you’ll get the top results for cooling tower contractors in your area!
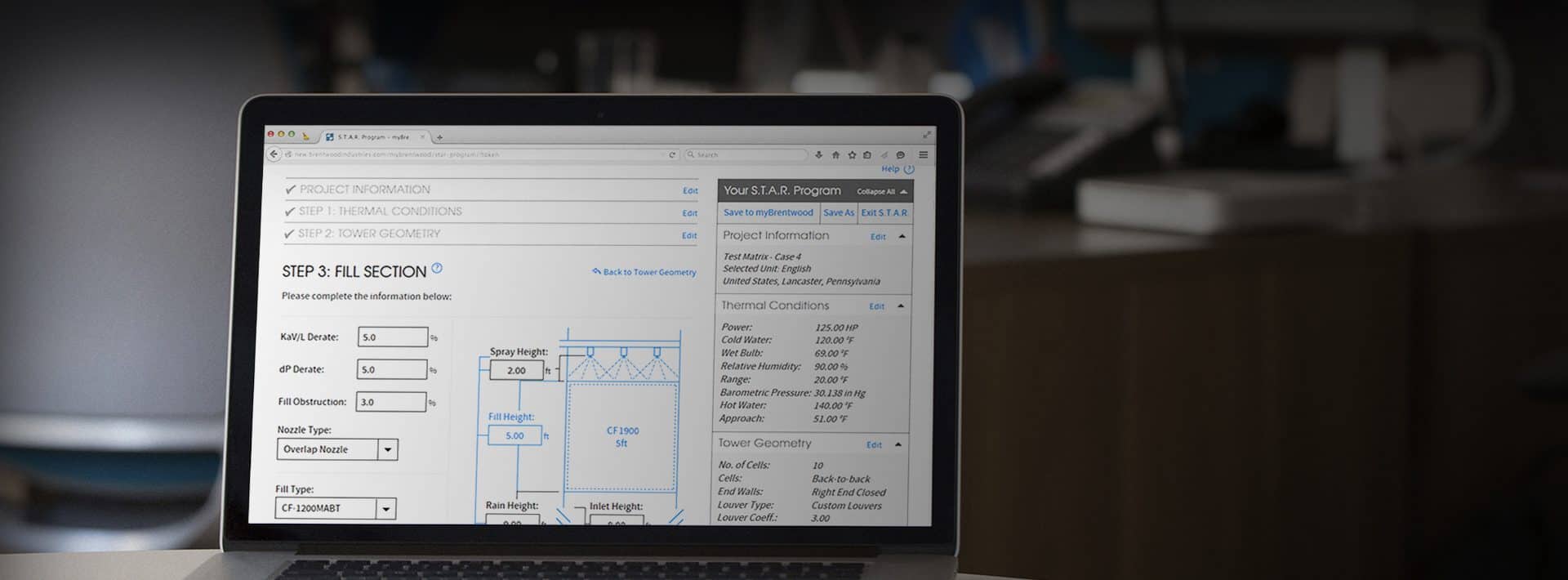
Brentwood’s one-of-a-kind Software for Tower Analysis and Rating helps engineers design efficient cooling tower solutions easily and accurately. In addition to product application and installation support, S.T.A.R. is one more way that Brentwood goes above and beyond for our customers.
S.T.A.R. can be accessed under Applications & Tools in myBrentwood.
As a second generation family business, Brentwood invests all our energy into serving our customers and building relationships. By sharing our engineering expertise and over 40 years of experience, we’re able to deliver truly innovative solutions that meet each customer’s specific challenges. And each project is handled by one of our dedicated customer service representatives, promising 24-hour quote turnarounds and global support. This approach has earned us decades-long partnerships based on trust, commitment, and value.
Prioritizing Performance
Performance testing is at the core of our research and development. We know that rigorous testing yields an optimized product, so our manufacturing process does not begin until the design has been perfected. This allows us to provide products that maximize your tower’s performance while extending the lifespan of your installation.
Application Manual
Brentwood’s Application Manual is a tool made available to each of our customers. It includes the most up-to-date application notes, installation guides, product drawings, and performance information to assist you in the project planning process.
The Application Manual can be accessed from the Document Center in myBrentwood.
Brentwood delivers a superior customer experience through vertically integrated manufacturing, logistics, and sales offices located around the world. This unique approach provides personalized support and lower overall costs for cooling tower projects big and small – anywhere our clients are located. Click on “M” location pins to see manufacturing facilities. Click on “S” location pins to see sales facilities.
A question we often receive is, “How can you be certain that a particular fill will work in my tower?” Well, first, we take a stack of cards and write one fill model on each card. Then, we go…
Complete the form below to learn about the benefits of partnering with Brentwood to maximize your tower’s performance.
Thank you! A member of our Cooling Tower Solutions Team has received your inquiry and will respond to your request within the next two business days. We look forward to exploring a partnership with you!